Silliker Portugal, S.A., of the global Mérieux NutriSciences network, is a leading laboratory fully accredited to serve the food, feed, cosmetics, and environmental sectors. First operating as EGI (Engenharia, Gestão e Qualidade Industrial, S.A.), the company was founded in 1993 and initially offered consulting and quality management services.

Image Credit: il21/Shutterstock.com
After being acquired by Silliker Inc. in 2008, the laboratory expanded its operations while consolidating its expertise in microbiological and chemical analysis. Today, from its HQ in Vila Nova de Gaia, Silliker Mérieux Portugal continues to support the national agrifood supply chain by delivering reliable, high-throughput analytical services, driven by its skilled, multidisciplinary team.
The introduction of more stringent regulatory requirements, food safety concerns, and large sample volumes has increased the demand for accurate elemental and heavy-metal analysis. This has placed increased pressure on the laboratory's operational capacity. Challenges include tighter turnaround times, reduced analysis costs, robust workflows, operator safety, and the need to pursue more sustainable analytical methods.
Analytical challenge
To serve and meet client expectations, Silliker Portugal receives a broad range of food and feed samples. The customer designates the required analytical panel for registration and classification purposes, which is logged in the process by Silliker. The laboratory typically processes around 1,000 samples per month for elemental analysis, totaling more than 2,500 individual tests.
The laboratory conducts both heavy metal and nutrient determinations, with a typical ratio of 2:3, in accordance with each client’s needs. Delivering precise results, meeting tight TATs, and keeping costs under control are crucial when providing any high-value service. However, inefficiencies for mercury analysis and sample preparation were found in previous workflows, which throttle productivity and introduce unnecessary risks.
Challenges with previous CV-AAS workflow
Before turning to Milestone’s DMA-80, Silliker Portugal was using Cold Vapor Atomic Absorption Spectrometry (CV-AAS). While CV-AAS is used extensively across the industry, this method does present some significant limitations:
- Time-intensive sample extraction, resulting in overly long TATs.
- Sulfuric acid use, increasing operator risk, and requiring full PPE
- Restricted throughput due to small batch capacities
- Reproducibility issues for certain matrices
- Highly skilled operators are required to evaluate results and variability responses
- With increased volume, especially for fish samples, where mercury testing is frequent and extremely time-intensive, these issues were particularly restrictive.
Benefits of direct mercury analysis
Silliker Portugal addressed these challenges directly and introduced a safer, faster, and more trustworthy workflow using Milestone’s DMA-80.
Key benefits:
- Five-minute analysis per sample.
- No previous digestion or reagents required.
- High precision and accuracy, even across challenging food matrices.
- Compliance with regulatory quantification limits
- Considerable reduction in TAT; essential for high-priority samples.
- Full matrix compatibility, facilitating high-speed processing of diverse sample types.
- Eliminates the need to handle hazardous acids, improving operator safety.
Improving sample preparation with ultraWAVE
Silliker Portugal’s elemental analysis process incorporates a wide range of food and feed matrices for digestion. Prior to embracing Milestone technology, the laboratory was dependent on incineration and then acid dissolution of ash, a workflow which presents considerable disadvantages, such as:
- Time- and labor-intensive
- Increased risk of ash loss and potential contamination
- Increased TAT, especially for large batches
- Higher likelihood of reprocessing due to inconsistent digestion quality
- Widespread material handling reduces efficiency
- Greater operational cost, including crucibles and reagents
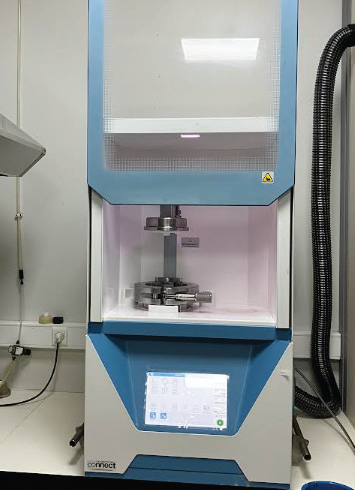
Image Credit: Milestone S.r.l.
Why ultraWAVE was adopted
Milestone’s ultraWAVE microwave digestion system fulfilled the laboratory’s requirements for:
- High throughput: 15-20 samples digested simultaneously.
- Rapid turnaround times: 1-hour digestion cycle.
- Universal method: Processing of mixed matrices in a single run.
- High-quality digestion: Clear solutions with low blanks.
- Operator safety: Fully enclosed, pressurized, automated workflow.
- Ease-of-use: No specialized training required.
Incorporating the ultraWAVE enabled Silliker to achieve swift progress, as the company saw a considerable reduction in turnaround time across all digested matrices. This produced results with improved consistency, which, in turn, reduced the number of re-runs required. A major improvement in operator safety was observed in heat and acid handling.
The system also facilitated improved resource allocation, allowing staff to focus on analytical tasks because fewer manual preparation steps were required. What’s more, the decrease in reagent use and waste reduction allowed the laboratory to move closer to its sustainability goals. The ultraWAVE is now in use for managing the digestion of all food and feed matrices in the laboratory processes, increasing method robustness and productivity.
Automating reagent addition with easyFILL
To ensure operator safety and reduce the need for manual acid handling, Silliker Portugal introduced the easyFILL automated reagent dosing system.
Key benefits:
- Automation reduces manual errors and contamination risks.
- Improved safety for operators during acid and peroxide addition.
- Analysts are able to concentrate on analytical tasks while the system works, boosting efficiency in the workflow
- Easy integration into pre-existing laboratory operations.
Silliker Portugal uses easyFILL to dispense acids, hydrogen peroxide, and water, guaranteeing consistency and limiting variability across digestion workflows.
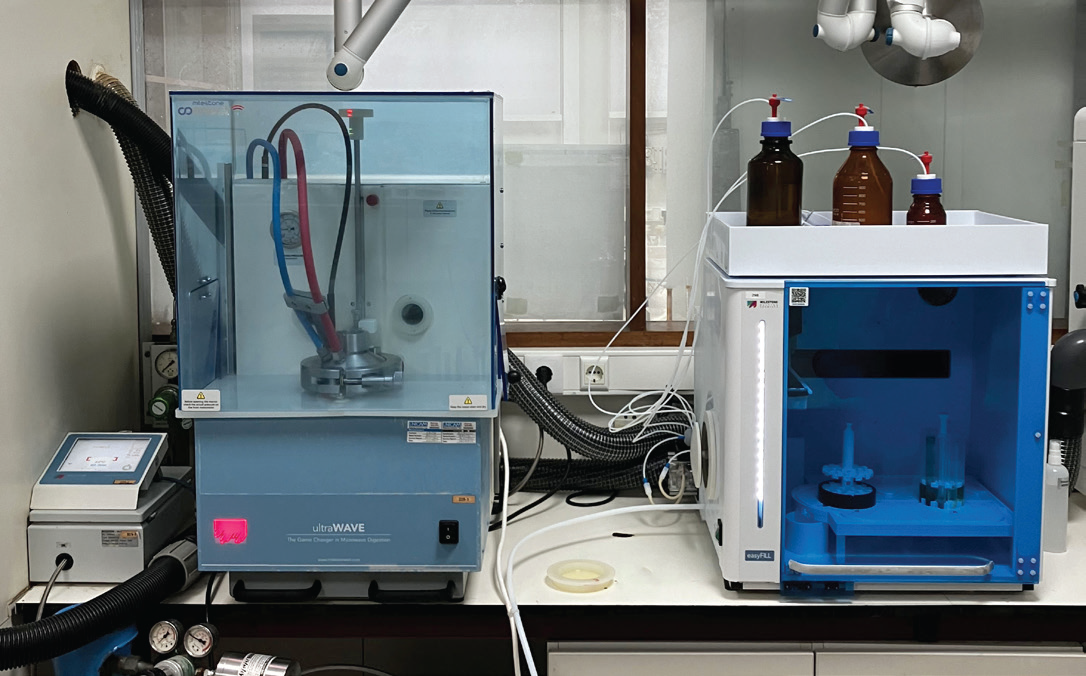
Image Credit: Milestone S.r.l.
Advancing sustainability
As part of the Mérieux NutriSciences network, Silliker Portugal follows company protocols that foster continuous improvement in sustainability metrics and ensure environmentally responsible management. Milestone systems provide closely supports these protocols:
- DMA-80: analyses are carried out without the need for reagents while reducing sample preparation waste to zero, as extraction steps are not necessary.
- ultraWAVE: contributes to greener operations through the use of very low acid volumes; high-digestion quality, which means fewer re-runs; and a lower energy demand in contrast to more conventional incineration-based workflows
When combined, these technologies also allow the laboratory to reduce its chemical footprint, eliminate solvent waste, and optimize energy usage.
Conclusion
By incorporating Milestone solutions, including the DMA-80, ultraWAVE, and easyFILL, Silliker Mérieux Portugal significantly improved its elemental analysis capacity. The laboratory now benefits from rapid mercury detection, increased throughput, and reduced turnaround times.
Both operator safety during sample preparation and sustainability goals have been improved through lower reagent consumption and reduced waste generation. Milestone’s systems have also facilitated enhanced consistency and robustness across all food and feed matrices.
By upgrading its mercury and elemental analysis workflows with Milestone technologies, Silliker Portugal maintains its position as one of Portugal’s leading laboratories, committed to analytical excellence in food safety and quality services.
About Milestone S.r.l.
Milestone was established in 1988 as the first specialized laboratory instrument manufacturer focusing on advanced microwave technology for sample preparation. Today we hold over 50 patents and have over 20,000 global users spanning across government, academic, contract, and manufacturing industries. Milestone’s headquartered is in Italy with offices in the Unites States, China, Japan, and Korea. The R&D and manufacturing sites are in Germany (MLS) and Switzerland (MWS), along with the offices for Austrian, German and Swiss markets. We have grown as advanced microwave technology manufacturer operating worldwide through a network of over 100 exclusive distributors, all providing our customers premium application and service support.
The key to Milestone’s technological leadership lies in bringing together individuals from diverse scientific and engineering disciplines to solve real world problems with innovative microwave instrumentation. The excellent support of the Application Team through all these years has highly contributed to the success of our laboratory instruments and our company. All our products are manufactured, assembled and checked by Milestone Production Department according to ISO procedures, to ensure they fully satisfy the needs of our customers.
Milestone has UNI EN ISO 9001:2015 certification representing international standards for quality management in TÜV Rheinland - a global, multi-accredited organization accepted by the majority of the world.
Sponsored Content Policy: News-Medical.net publishes articles and related content that may be derived from sources where we have existing commercial relationships, provided such content adds value to the core editorial ethos of News-Medical.net, which is to educate and inform site visitors interested in medical research, science, medical devices and treatments.