Sponsored Content by LonzaReviewed by Ify IsiborApr 30 2026
Developing control strategies and manufacturing processes for new molecular formats (NMFs) of biologics is increasingly challenging.
NMFs represent a wide range of molecules, from antibody-based biologics such as Fc-fusion proteins and bispecific antibodies to hormones and blood factors fused to other motifs. These diverse classes of molecules often exhibit unknown properties and behave less predictably during development, particularly compared to monoclonal antibodies.
As a CDMO, rapidly advancing downstream process development solutions for these therapeutic molecules cost-effectively and on schedule is of key importance to Lonza’s customers.
The company has a flexible approach that makes use of its antibody platform downstream process where appropriate, and augments its development process with high-throughput (HT) approaches to accommodate the specific challenges expected when working with particular molecules.
During his PhD, Lonza’s Nicholas Field dedicated three years of his professional life to high-throughput chromatography methodologies, including automation and purification chemistry.
Since leaving academia, his work at Lonza has centered around translating his experience and knowledge into developing a portfolio of high-throughput capabilities. These capabilities are then made accessible to the company’s teams to support customer program delivery.
Lonza has designed its high-throughput purification development capabilities around four cornerstones: technology, standardization, training and competence, and flexibility.
Technology in high-throughput chromatography
Lonza has invested in three automated liquid handling systems at its Slough site. These systems can run liquid-phase solubility screens and assess resin-filled plates and 600 µL chromatography mini columns (Figure 1A).
These powerful hardware capabilities work in conjunction with a third-party software solution, enabling the integrated planning, operation, and analysis of these experiments, simplifying their execution and ensuring efficient chromatography process development (Figure 1B).
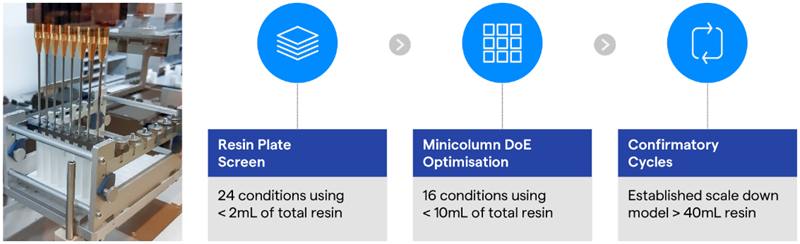
Figure 1. (left) Automated liquid handling system injecting liquid phase into eight 600 µL pre-packed chromatography mini columns. Figure (right) An example workflow for the development of a mixed-mode chromatography step using high-throughput techniques and a design of experiments (DoE) approach. Image Credit: Lonza
Standardization in chromatography chemistries
Working with talented scientists within the Lonza Purification Development team, the company has developed a suite of standardized screens suitable for developing various chromatography chemistries, including ion exchange, hydrophobic interaction, affinity, and mixed-mode chromatography.
Lonza has also developed standard screens to help investigate products’ solubility and stability under different liquid-phase conditions. These methods offer the company’s customers a toolbox of approaches to support the development of purification solutions for a specific molecule of interest.
Training and competence in purification development
If not completed by properly trained and competent operators, HT experiments can be complicated and error-prone. This is primarily due to the complex nature of the equipment and control software, and to the large number of conditions tested at a given time.
Lonza has set up a sub-team of specialized HT operators to support these projects. These operators have been specifically trained on these screens, running them regularly to ensure competence and familiarity.
Working with a smaller, more focused team also helps build competence because each member runs the screen more often than they would on a larger team.
Subject Matter Experts (SMEs) are also present within the department. These experts have greater experience, allowing them to design non-standard experiments more effectively or troubleshoot issues.
Flexibility for new molecular format products
The inherent nature of new molecular format biologics, along with the challenges posed by their characteristics and product-related impurities, means it will not always be possible to achieve the desired outcome using a standardized screen.
Flexibility is required in these cases in order to ensure a successful outcome. Lonza’s cornerstone of flexibility rests on the company’s other capabilities in the HT space.
For instance, its use of third-party software helps simulate bespoke experiments before performing them, thereby maximizing the likelihood of a successful outcome. The company’s toolbox of screening methods also provides a comprehensive yet flexible suite of options suitable for exploring alternative operating conditions and chromatography chemistries.
Lonza’s standard screens offer a useful jumping-off point for augmentation when needed in specific programs, and the company’s trained operators and SMEs can work together to design bespoke approaches when necessary.
Nicholas Field highlights the rewards of developing these pioneering purification solutions and the high-throughput screening capabilities now available at Lonza.
These solutions were developed as a collaborative effort involving Lonza’s R&D department, third-party suppliers, and Lonza Purification Development scientists who performed the essential initial lab work to test and refine these capabilities.
Implementing and applying these four cornerstones results in a lasting foundation for continued progress in purification development and the future success of downstream process development, supporting Lonza’s customers and the therapies being developed for their patients.
Acknowledgments
Produced from materials originally authored by Nicholas Field, Ph.D., from Lonza.
About Lonza
Lonza is one of the world’s largest contract development and manufacturing organizations (CDMOs) dedicated to serving the healthcare industry. Working across five continents, our global team of approximately 20,000 colleagues works alongside pharma and biotech companies to turn their breakthrough innovations into viable therapies. We support our customers in bringing life-saving and life-enhancing treatments to patients worldwide with a combination of cutting-edge science, smart technology, and lean manufacturing.
Our company generated sales of CHF 6.5 billion with a CORE EBITDA of CHF 2.1 billion in Full-Year 2025.
Find out more at www.lonza.com.
Sponsored Content Policy: News-Medical.net publishes articles and related content that may be derived from sources where we have existing commercial relationships, provided such content adds value to the core editorial ethos of News-Medical.net, which is to educate and inform site visitors interested in medical research, science, medical devices, and treatments.